
Um mehr Flexibilität in seinen Lieferdienstleistungen zu schaffen, errichtete Sander Gourmet kürzlich ein neues Kühllogistikzentrum am Standort Wiebelsheim. Für die entsprechende technische Expertise setzte der Komplettanbieter im Food-Service-Markt dabei auf die Unitechnik Systems GmbH – und konnte seinen Warendurchsatz dadurch signifikant steigern.

Das Box-Geometry-Check-System (BGC) prüft jede Box noch vor der Einlagerung auf Verformungen und Ausbrüche.
Die Maschinen fahren runter, für eine halbe Stunde ist die Produktionshalle leer: Mittagspause. Vor allem nach einer harten Schicht schmeckt das Essen in der Kantine noch mal doppelt so gut. Doch woher kommen eigentlich der Lachs in Zitronen-Dill-Soße, die Gemüselasagne oder die Rosmarin-Kartoffeln? Oft werden Unternehmen damit von Convenience-Food-Herstellern wie der Sander Gourmet GmbH beliefert. Das Unternehmen steht mit seiner Frische-Manufaktur für hohe Qualität und Produktvielfalt. Es ist Teil der Sander Holding GmbH und Co. KG aus Wiebelsheim, die seit über 45 Jahren unzählige Märkte im Food-Service-Bereich bedient. Über 2500 Frischeprodukte aus 15 hauseigenen Manufakturbereichen liefert Sander Gourmet täglich an Restaurants, Kantinen, Schulen und Krankenhäuser in ganz Deutschland. Für höhere Versandmengen und mehr Lagerplatz im Normal- und Tiefkühlbereich sollte am Standort Wiebelsheim, zwischen Koblenz und Mainz an der A 61 gelegen, ein neues Kühllogistikzentrum entstehen.
Herausforderung: E2-Pool-Kisten
Eine generelle Herausforderung bei Fördertechnik im Lebensmittelsektor ist der automatische Transport von E2-Gebinden, auch als Fleischkisten bekannt. Diese Boxen haben meist eine lange Reise hinter sich, da sie größtenteils als Transportbehälter zwischen Produzenten und Handel genutzt werden – sie kommen also aus einem deutschlandweiten Tauschverfahren. Sind die Kisten zu stark verformt oder beschädigt, lassen sie sich nicht mehr zuverlässig über automatisierte Logistiksysteme transportieren. Denn durch gewölbte Böden können sich die Gebinde auf der Fördertechnik drehen und verkanten. Außerdem können beschädigte Seitenwände dazu führen, dass die Sensoren die Abmessungen des Behälters nicht mehr korrekt erfassen können und Roboter keine definierte Griffposition haben. Die Lösung für diesen Umstand bestand bisher meist im Einsatz von Tablaren, die als Untersetzer dienen und den Transport auf der Fördertechnik sicher machen. Der Nachteil: Das Tablar-Handling erfordert zusätzlichen Aufwand, der die Kosten erhöht und zusätzlichen Platz beansprucht.

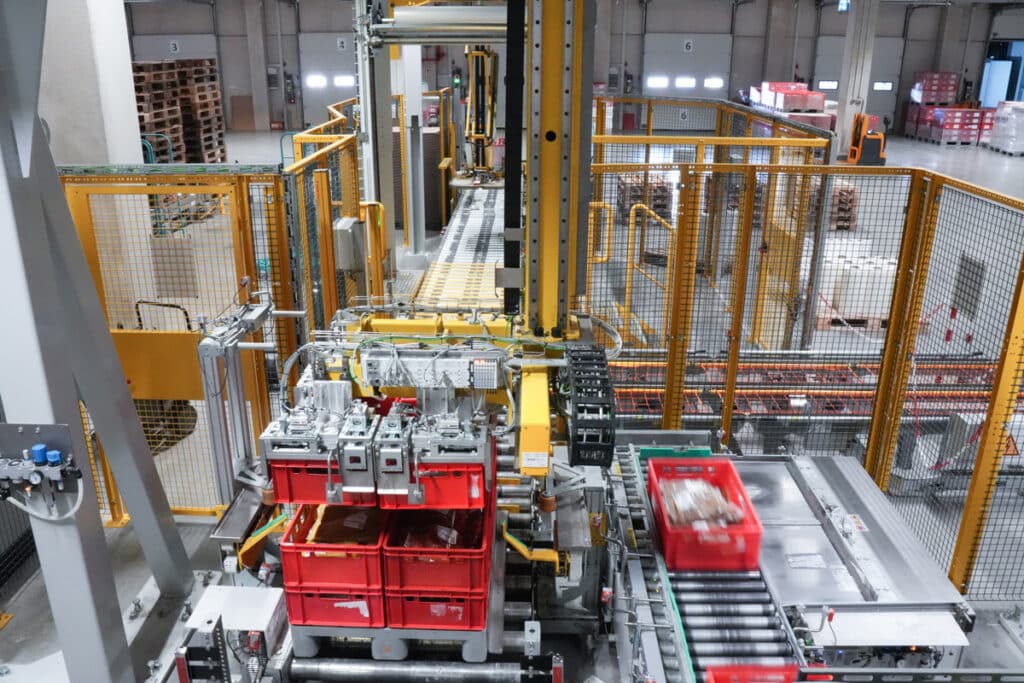
Die Warenausgangsharfe besteht aus sechs parallelen Förderstrecken und stellt die Aufträge bereit.
Hoher Automatisierungsgrad für das neue Logistikzentrum
Um die Logistikprozesse möglichst effizient und platzsparend abbilden zu können, wünschte sich Sander Gourmet eine Lösung, die ohne Untertablare auskommt. Trotz dessen sollte ein hoher Automatisierungsgrad die eigenen Mitarbeiter entlasten und eine auftragsreine Bereitstellung der Waren in kürzester Zeit ermöglichen. Weiterhin sollte das Lager aufgrund des kurzen Mindesthaltbarkeitsdatum von fertigen Speisen das Fefo-Prinzip (First expire – First out) gewährleisten. Zur Umsetzung dieser Anforderungen sicherte sich das Unternehmen die Unterstützung der Unitechnik Systems GmbH. Der Generalunternehmer aus Wiehl plant und realisiert maßgeschneiderte Systeme für die innerbetriebliche Logistik und Produktion. Dabei tritt Unitechnik als Systemintegrator und Gesamtlieferant auf und konnte so auch Komponenten von verschiedenen Anbietern für das ideale Kühllager zusammenführen.
Unitechnik-Software kontrolliert fehlerfreie Förderung
Um die unterschiedlichen Herausforderungen im neuen Kühllogistikzentrum bestmöglich zu bewältigen, setzt Sander Gourmet auf das integrierte Steuerungs- und Leitsystem von Unitechnik. Das Herzstück dabei ist das Lagerverwaltungssystem Uniware. Weiterhin kommt in diesem Projekt ein besonderes Modul zum Einsatz: Das Box-Geometry-Check-System (BGC). Über eine spezielle Sensormesstechnik von Unitechnik ermöglicht dieses System den stabilen automatisierten Transport der E2-Behälter ohne den Einsatz von Tablaren. Dazu prüft es jede Box noch vor der Einlagerung auf Verformungen und Ausbrüche. Ist das Gebinde nicht mehr förderfähig, erkennt dies die Software automatisch und sortiert es aus der Anlage aus. Anschließend passiert jede Kiste den Identifikationspunkt (I-Punkt). Dort werden sie und die enthaltene Ware per Barcode erfasst und anhand einer Kontroll-Wiegung plausibilisiert. Zusammen mit einem Foto des Inhalts wird alles in Uniware gespeichert. Für die meisten Behälter läuft dieser Prozess vollautomatisch ab.
Alle operativen Prozesse innerhalb des Logistikzentrums von Sander Gourmet werden von Uniware koordiniert. Dazu gehören etwa die Warenvereinnahmung auf Behälter- oder Palettenebene, die Einlagerung, die Kommissionierung, die Auftragskonsolidierung und die Bereitstellung am Warenausgang gemäß Tourenplanung.
Die physischen Transporte der E2-Behäter auf der weitverzweigten Anlage organisiert Uniware-MFS, das Materialflusssteuer-Modul des integrierten LVS-Systems von Unitechnik. Die Anlagenbediener können alle Bewegungen und Zustände des Logistiksystems über Uniware-Visu verfolgen. Die Anlagenvisualisierung ist stufenlos zoombar und stellt alle Informationen übersichtlich dar – vom Schaltzustand jedes Sensors bis zur Position der E2-Kisten und deren Inhalt. Das System hat dabei eine Schnittstelle zum ERP-System CSB von Sander, um die Daten in Echtzeit abzugleichen.
Am Warenausgang stapelt ein Portalroboter bis zu 20 Behälter automatisch auf die zugewiesene Palette oder Gitterwagen.
Materialfluss erfolgt weitestgehend automatisiert
Durch die intelligente Verknüpfung der einzelnen Systeme läuft das Logistikzentrum überwiegend automatisiert: Nach der Anlieferung aus den nahe gelegenen Sander-Produktionsstätten depalettiert ein Roboter die E2-Kisten und setzt sie auf die Behälterfördertechnik ab. Die H1-Leerpaletten werden gestapelt und automatisch an einen Abnahmeplatz transportiert.
Die E2-Behälter, die den Box-Geometry-Check bestanden haben, gelangen via Fördertechnik schließlich zur Einlagerung ins Shuttle-Lager. Hier werden artikelreine, vorkommissionierte und leere Behälter gelagert. Das Shuttlelager versorgt 488 Durchlaufkanäle, die mehrere Kommissionier-Bahnhöfe bilden. Mittels Pick-by-Light-System kommissionieren die Mitarbeiter Aufträge, bei denen der Kunde nur Teilmengen eines Gebindes benötigt. Sowohl die Auftragsbehälter wie auch die Restmengen und die leergewordenen Behälter werden wieder im Shuttle-
lager eingelagert. Letztere werden später wieder als leere Zielbehälter für die Auftragskommissionierung bereitgestellt. Ist ein Auftrag vollständig kommissioniert und wird zum Versand abgerufen, werden alle zugehörigen Behälter sequenziert zum Warenausgang bewegt. Zur Bereitstellung der Aufträge dient die sogenannte »Warenausgangsharfe«, ein Sortierpuffer, der aus sechs parallelen Förderstrecken besteht und bis zu 96 Behälter aufnehmen kann. Am Warenausgang erhalten die Behälter ihr Etikett und ein Portalroboter stapelt bis zu 20 Behälter automatisch auf die zugewiesene Palette beziehungsweise den Gitterwagen. Abschließend sichert ein automatisierter Palettenwickler die Palette mit Wickel- sowie Deckblattfolie, bevor sie auf der Versandfläche bereitgestellt wird.
Robotik sorgt für hohen Durchsatz
Um das geforderte Tempo zu erreichen, braucht es starke Arbeiter: Im neuen Logistikzentrum kommt daher viel Robotik zum Einsatz. Im Wareneingang depalletiert ein Portal-Roboter bis zu 1350 E2-Kisten pro Stunde, sein »Kollege« im Warenausgang palletiert bis zu 1200 E2-Kisten. Der nachgeschaltete Wickler bearbeitet 140 Paletten pro Stunde. Den Kern des Logistikzentrums bildet das Shuttle-Lager mit bis zu 2000 Ein- und Auslagerungen pro Stunde. Bei doppeltiefer Lagerung findet sich Platz für 30 000 E2-Kisten. Diese Plätze verteilen sich auf drei Gassen mit 40 Regalebenen mit jeweils einem Shuttle – insgesamt flitzen also 120 Fahrzeuge durch den Lager-Kubus und lagern Ware ein und aus.

Am Wareneingang sequenziert ein Depalettierroboter die einzelnen Ladungsträger.
Zusammenarbeit steigert die Performance im neuen Logistikzentrum
»Für Unitechnik war das Projekt eine Herausforderung, die wir gerne angenommen haben«, sagt Andre-Pierre Becker, verantwortlicher Projektleiter auf Seiten von Unitechnik. »Unsere Erfahrung aus ähnlichen Projekten konnten wir bei Sander Gourmet zweckvoll einbringen. Wir kennen die klassischen Probleme und konnten deshalb mit dem BGC-System den perfekten Lösungsansatz für den stabilen Transport von E2-Kisten ohne den Einsatz von Tablaren bieten.«
Auch Lars Laskowski, Geschäftsbereichsleiter Beschaffung, Produktion & Logistik bei Sander Gourmet, sieht die Zusammenarbeit als vollen Erfolg: »Mit der Automatisierung des neuen Logistikzentrums wollten wir vor allem unsere Mitarbeiter entlasten. Vorher mussten sie die Ware händisch oder mit Hubwagen bewegen – das ist jetzt Geschichte. Dazu hat sich unser Materialfluss deutlich beschleunigt und wir können mit der Warenausgangsharfe Wartezeiten vermeiden. Durch das automatische Fördersystem erreichen wir einen sehr hohen Warendurchsatz bei minimaler Fehlerquote«.





