
Mit automatisierter Shuttlelagertechnik kommen die Lebensmittel von Frischdienst Walter noch schneller zur Gastronomie: Der Zustellgroßhändler investiert in ein automatisches Trocken-, Kühl- und Tiefkühllager. Der Nürnberger Intralogistikspezialist Klinkhammer baut dafür drei Automatiklager in drei Klimazonen.
Um auch in Zukunft das Versprechen »Heute bis 18 Uhr bestellt, morgen alles frisch und komplett geliefert« halten zu können, automatisiert das innovative Familienunternehmen Frischdienst Walther mit dem Intralogistikspezialisten Klinkhammer sein Trocken- und Kühllager und verdoppelt die Größe seines automatischen Tiefkühllagers. Die Herausforderung: Die Technik wird drei verschiedene Temperaturbereiche und drei unterschiedliche Warenflüsse abdecken. Grund für die Automatisierung war das stetige Wachstum, die Sortimentserweiterungen und der Anstieg des Auftragsvolumens. Mit dem Klinkhammer-Shuttlelager wird der Durchlauf im Kühllager gesteigert, so dass die Handling-Kosten pro Artikel deutlich gesenkt werden.
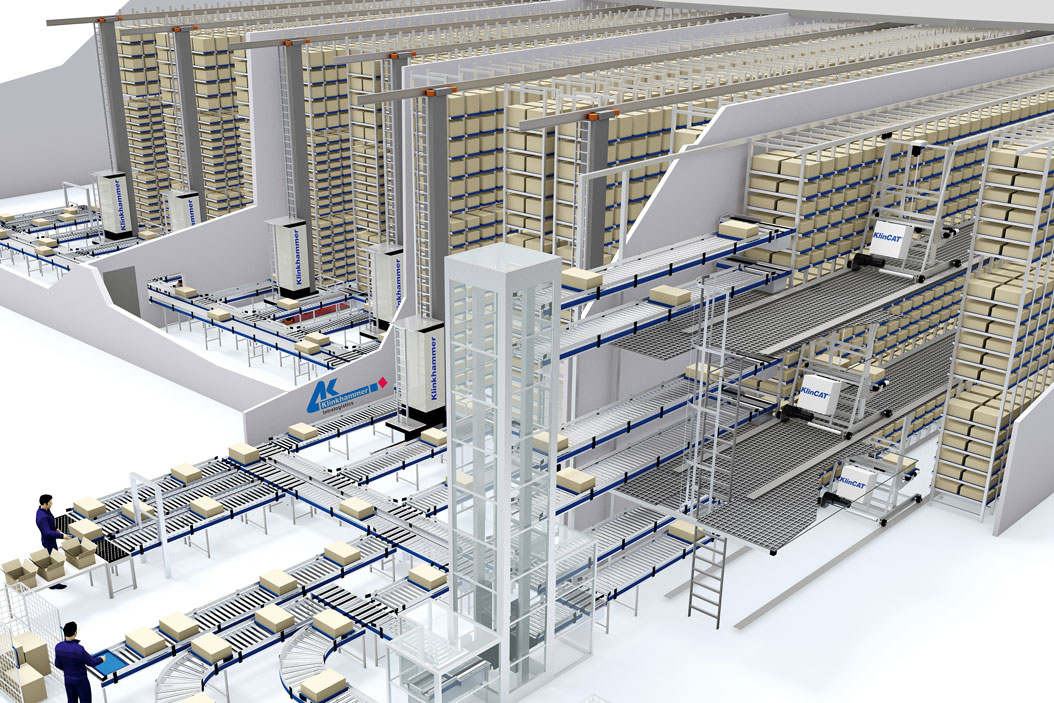
Drei Automatiklager nebeneinander: Tiefkühl-, Kühl- und Trockenware sollen bei Frischdienst Walter effizient automatisiert gehandhabt werden.
Alles Frisch für Gastronomen, Hoteliers und Großküchen
Frischdienst Walther aus Kitzingen gehört mit seinem umfangreichen Sortiment von Frische- und Tiefkühlprodukten sowie Lebensmitteln zu den namhaften Zustellgroßhändlern in Franken. Mit über 8500 Artikeln beliefert das Unternehmen, das in der vierten Generation von Friedrich Walther geleitet wird, die fränkische Gastronomie und Hotellerie mit allem, was diese als kulinarischer Gastgeber brauchen. Von der Bratwurst über den fränkischen Kloß bis zum fangfrischen Fisch, von innovativen Produktneuheiten bis zu heimischen Delikatessen.
Drei unterschiedliche Techniken für drei Klimazonen
Das automatische Tiefkühllager mit -22 °C Umgebungstemperatur und 19 680 Tablarstellplätzen sowie das zweigassige automatische Kleinteilelager für Trockenwaren werden mit Regalbediengeräten betrieben. Das automatische Frischwarenlager im Temperaturbereich von 2 °C bis 6 °C wird als leistungsstarkes Shuttlelager mit drei Klincat-Multilevel-Shuttles ausgestattet. Aufgrund der vielfältigen Verpackungsausführungen werden in allen drei Lagerbereichen Tablare als Ladehilfsmittel eingesetzt. Die Vereinzelung der Produkte von Paletten auf Tablare ermöglicht eine flexible und einfache Handhabung von Aufträgen mit kleinen Losgrößen und gemischtem Sortiment. Per Ware-zum-Mann-System werden die Artikel in allen drei Temperaturzonen für die Kommissionierung an den jeweiligen Arbeitsplätzen bereitgestellt. »Wir haben uns für Klinkhammer entschieden, weil wir hier bereits auf eine sehr gute, vertrauensvolle Zusammenarbeit im ersten Automatisierungsprojekt zurückblicken können«, unterstreicht Friedrich Walther, Geschäftsführer der GV-Frischdienst Walther GmbH. »Die hohe Lagerdichte der Automatiklager spart Lagerplatz, was wiederum den Bedarf für die Klimatisierung, sprich Kältetechnik, wesentlich vermindert und ermöglicht so einen deutlich reduzierten Stromverbrauch hierfür. Ein weiterer entscheidender Vorteil sind die Präzision und die Schnelligkeit sowie die Wegeoptimierung in den Wareneinlagerungs- und Kommissionierprozessen.«
Leistungsstarkes Multilevel-Shuttlelager für Frischwaren
Die Belieferung der Kunden in weniger als 24 Stunden erfordert eine hohe Flexibilität und Schnelligkeit bei der Auftragsbearbeitung. Das temperaturgeführte Frischwarenlager ist daher mit drei übereinander liegenden Klinkcat Multilevel-Shuttles versehen, die jeweils sechs Behälterebenen erreichen. Das Shuttlelager zeichnet sich durch eine kompakte Bauweise und ein geringes Gewicht aus und bietet eine höhere Durchsatzleistung als das mit konventionellen Regalbediengeräten ausgestattete automatische Trockenwarelager. Im Vergleich zum automatischen Kleinteilelager sorgt das Shuttlelager trotz halbem Flächenbedarf für 30 Prozent mehr Leistung. Gerade bei schnelldrehenden Frischwaren wie Milchfrischprodukten, Käsespezialitäten und Frischfleisch hilft diese Lösung, den innerbetrieblichen Materialfluss zu beschleunigen. Weitere Pluspunkte sind ein energieeffizientes Antriebskonzept und niedrige Investitions- und Wartungskosten. Da es auf jeder der drei Ebenen einen separaten Gassenzugang gibt, können bei Wartungsarbeiten die anderen Ebenen weiter betrieben werden.
Vorkommissionierung beschleunigt die Warenflüsse
Zusätzlich dient das Shuttlelager als Auftragszusammenführungspuffer. Per Vorkommissionierung werden Aufträge für den Versand zwischengelagert, um diese zu einem späteren Zeitpunkt mit Waren aus anderen Lagerbereichen zusammenzuführen. Dies beschleunigt die Auftragsbearbeitung erheblich und entkoppelt die Prozesse. Die vorkommissionierten Auftragstablare werden in den unteren Ebenen des Klincats eingelagert. So sind ein Zusammenhalt der Tablare und möglichst kurze Wege bei der Auslagerung der Ware gewährleistet. Schnelldrehende A-Artikel, die nicht in den automatischen Lagern verwaltet werden, kommissionieren die Mitarbeiter mittels Pick-by-Voice direkt aus dem Palettenlager auf Rollcontainer. Anschließende werden die B-, C- und D-Artikel am Warenausgangsplatz des Automatiklagers mit der bereits kommissionierten Ware zusammengeführt. Da die Produkte ab diesem Zeitpunkt im temperaturgeführten Bereich bleiben, ist eine unterbrechungsfreie temperaturgeführte Lagerhaltung gewährleistet.
Fördertechnik verbindet Frische- und Trockenwarenlager
Das Trockenwarenlager ist als zweigassiges automatisches Kleinteilelager geplant und benötigt keine Klimatisierung. Um eine aufwändige Sprinklerung oder Inertisierung zu vermeiden, ist auch hier eine maximale Höhe der obersten Lagerebene von 7,60 Meter berücksichtigt. Der Vorzonen-Kreislauf des Frische- und Trockenwarenlagers verbindet die Ein- und Auslagerfördertechnik mit den Kommissionierplätzen in dem gekühlten Logistikbereich. Die Kommissionierplätze werden von zwei Zuführ-Förderstrecken bedient und verfügen über eine separate Abförderstrecke. Diese ermöglicht neben der Wareneinlagerung, die Rückführung von Anbruchware und die Einlagerung von gestapelten Leertablaren. An der Abförderstrecke wird eine Kontrollwiegung, Höhenkontrolle und Barcodeprüfung durchgeführt. Die Arbeitsplätze sind mit einem Allseiten-Rollentisch ausgestattet, der ein ergonomisches Handling der Tablare garantiert. Sie verfügen über Multi-Order-Arbeitstische für die Auftragsbehälter.

Das automatische Tiefkühllager in Tablartechnik mit Vorzone.
Minimaler Kälteverlust durch hohe Verdichtung im Tiefkühllager
Das im August 2016 in Betrieb genommene zweigassige Tablarlager mit 9120 Stellplätzen ermöglicht eine nahezu vollautomatisierte Tiefkühllogistik. Durch die Erweiterung um 10 560 Tablarplätze wird sowohl die geplante Sortimentserweiterung als auch eine nochmalige Prozessoptimierung möglich. Ein automatisierter Fördertechnik-Loop sowie ein ergonomisch gestalteter Tiefkühl-Kommissionierarbeitsplatz mit zwei Bildschirmen sind an das Lager angeschlossen. Die neue Tiefkühl-Fördertechnik sowie ein weiterer Kommissionierplatz werden so mit der Bestandsanlage verbunden, dass möglichst kurze Wege anfallen und der Kälteverlust sowie der Wärme- und Feuchtigkeitseintrag ausgesprochen gering gehalten werden. Die Auslagerung erfolgt sequenziert, also exakt in der Reihenfolge, in der die Tiefkühlartikel pro Order kommissioniert und gepackt werden sollen. Chargen und Mindesthaltbarkeitsdaten werden dabei berücksichtigt.
Die Klinkhammer-Lagerverwaltungssoftware wird um die Verwaltung des Trocken- und Frischwarenlagers erweitert und an das bestehende Host-System angebunden. Bei Gewichtsware, wie etwa Rehkeulen mit unterschiedlichem Einzelgewicht, ist eine Erfassung der tatsächlichen Nettogewichte nun möglich. Hierzu werden Barcodes auf der Ware mit Nettogewichten gescannt und summiert. Der Klinkhammer-Materialflussrechner steuert die Transporte der Tablare und die Stellplatzverwaltung. Das Visualisierungssystem Klinkvision bringt Transparenz ins Lager und ermöglicht eine schnelle Fernwartung. Die Anlage soll im Frühjahr 2020 in Betrieb genommen werden.◂

Kommissionierarbeitsplatz in der Fördertechnik-Vorzone mit Warehouse Management System.





