
Die Hügli Holding, ein internationales Schweizer Lebensmittel-Unternehmen mit 1350 Mitarbeitern, hat mit dem Intralogistik-Spezialisten Klinkhammer am Standort Radolfzell ein automatisches Klein- und Hochregallager in Silobauweise sowie ein Kühllager gebaut und in Betrieb genommen. Der Fokus liegt dabei auf den prozessoptimierten, fördertechnischen Anbindungen der verschiedenen Lager mit der Mischerei und der Kommissionierung.
Für Hügl entstand in Radolfzell eine der modernsten Produktionsanlagen für Trockenmischprodukte in Europa mit angeschlossenem Lager.
Rund 30 Millionen Euro investierte die Hügli Nahrungsmittel GmbH in den Ausbau des Standorts Radolfzell in Deutschland. Nach dem Motto »Kulinarik, Kreativität, Schnelligkeit« bietet Hügli ein Sortiment von Antipasti, Bouillons oder Bratlingen über Fertiggerichte bis hin zu Sports Nutrition, Suppen oder Würzmittel. Gastronomiekunden, Unternehmen der Lebensmittelindustrie und Einzelhandelsorganisationen aus ganz Europa setzen auf die Kompetenz der Schweizer Hügli-Gruppe. Standorte in der Schweiz, in Österreich, Deutschland, England, Italien, Spanien und Tschechien sorgen für Kundennähe. In Radolfzell, dem größten Produktionsstandort der Hügli-Gruppe, werden alle Arten von Trockenmischprodukten wie Suppen, Saucen, Bouillons, Würzen, Desserts und Fertiggerichte hergestellt.
Automatisches HRL mit 11 000 Stellplätzen

Das zweigassige automatische Kleinteilelager fasst 8800 Behälter.
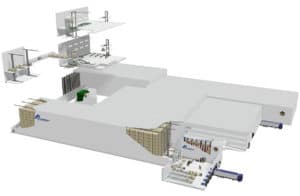
Um die Prozesse weiter zu optimieren und die Lieferzeiten zu verkürzen, entstand in Radolfzell eine neue Produktion, inklusive Lager, für die Mischung von Halbfabrikaten. Der Neubau, in dem die Klinkhammer Group die Intralogistik umgesetzt hat, umfasst die Mischerei mit einem angebundenen automatischen Hochregallager mit über 11 000 Stellplätzen für Rohstoffe, Verpackungen und Fertigwaren. Ebenfalls mittels Fördertechnik mit der Produktion verknüpft ist ein zweigassiges automatisches Behälterlager (AKL) mit rund 8800 Behältern. Es ist für Kleinstmengen und als Auftragszusammenführungspuffer für vorgemischte Chargen vorgesehen. Mit der fördertechnischen Anbindung von zehn Produktionsarbeitsplätzen, den Rohstoffsilos, dem Kühllager mit 300 Palettenstellplätzen und sechs Schwerkraftversandbahnen entstand eine der modernsten Produktionsanlagen für Trockenmischprodukte in Europa.
Intelligente Produktionsversorgung
Die Besonderheit besteht in der Optimierung der komplexen Materialflüsse. Die fördertechnische Anbindung der drei Lager, der Rohstoffsilos und der auf drei Ebenen befindlichen Produktions- und Kommissionierbereiche verkürzen die Wege deutlich und steigern die Prozesssicherheit. Durch die Automatisierung sollen auch die benötigte Leistung und Qualität sichergestellt werden. 30 000 Tonnen wurden jährlich im Dreischichtbetrieb produziert. Jetzt steht die Kapazität für 40 000 Tonnen im Zweischichtbetrieb zur Verfügung. Ein sicheres Beschicken der Mischerei mit verschiedenen Rohstoffen und vorgemischten Chargen, das Verwiegen und Abfüllen in Edelstahl-Container, das Rückführen der Rohstoffe ins Lager sowie das Leergutmanagement sind komplexe Prozesse, die auch in der IT-Landschaft aufeinander abgestimmt sind. Die Automatisierung und Digitalisierung soll bei der Qualitätssicherung neue Standards setzen und die Effizienz der Prozessabläufe steigern, so Klinkhammer.
»Wir hatten klare Vorstellungen, wie das automatische Materialhandling und die Logistik im neuen Zentrum zusammenspielen sollte«, erklärt Dirk Balzer, Head of Manufacturing der Hügli Holding AG. »Unser Ziel ist es, die hohen Qualitätsansprüche unserer Kunden mit innovativen Produkten besser zu erfüllen als unsere Mitbewerber. Das Intralogistikkonzept optimiert die Materialflüsse zwischen allen Logistik- und Produktionsbereichen, mit zusätzlichem Puffer für Erweiterungen.« Im Mittelpunkt steht dabei stets eine hohe Flexibilität für zukünftige Arbeitsschritte und eventuelle Produktionserweiterungen.
Logistikbrücke sorgt für fördertechnische Anbindung an die Produktion

Containerbefüllung im Hügli-Werk Radolfzell.
Um höchste Versorgungsqualität und -sicherheit der Produktion zu gewährleisten, wird das Paletten-Hochregallager über eine Fördertechnikbrücke und über Aufzüge mit dem angrenzenden Produktionsgebäude verbunden. Paletten mit Rohstoffen als Sackware oder Bigbags sowie Verpackungen werden im Palettenhochregallager eingelagert. Für Fette wird das manuelle Kühlregallager benötigt, das 300 Palettenstellplätze umfasst. Die Hauptkomponenten von zum Beispiel Boullions oder Suppen stehen in Rohstoffaußensilos zur Verfügung. Zur Weiterverarbeitung werden Rohstoffe aus dem Hochregallager entweder direkt in einen von den Rohstoffsilos kommenden Edelstahl-Dosiercontainer gemischt oder in Behältern mit Folienbeutel und Deckel gefüllt und verwogen. Die Behälter werden als Charge wieder in das automatische Kleinteilelager, das als Auftragszusammenführungspuffer dient, eingelagert. Das Mischen und Umpacken der Paletten in Behälter erfolgt mit Hilfe von Hebevorrichtungen, Schüttkonstruktionen und Waagen. Die Anlage verfügt über zehn fördertechnisch angebundene Produktionsarbeitsplätze zum Abfüllen, Umfüllen, Verwiegen und Mischen.
Materialflussrechner und Schnittstellen in die bestehende Systemlandschaft
Das Herzstück eines automatischen Materialflusses ist die intelligente Software, die die Prozesse steuert. Der Materialflussrechner und die Anlagenvisualisierung von Klinkhammer werden mittels bidirektionaler Schnittstellen an die Lagerverwaltungssoftware angebunden. Der Materialflussrechner ist durch eine interne Weboberfläche von jedem beliebigen Endgerät aus steuerbar und besitzt eine Stationsverwaltung, die durch die übergeordnete Software die Transportaufträge erhält. Durch eine zusätzliche Wegeoptimierung sorgt der Materialflussrechner dafür, dass Ein- und Auslagerungen kombiniert und Leerfahrten vermieden werden. Die sechs Schwerkraftrollenbahnen im Bereich Warenausgang werden durch Füllstandsensoren überwacht. Der Materialflussrechner steuert so die Kapazitätsüberwachung der Verladebahnen für die fünf Verladerampen.
Fernwartungs- und Diagnosetool

Die komplexen Prozessen wie Beschicken der Mischerei mit verschiedenen Rohstoffen und vorgemischten Chargen, das Verwiegen und Abfüllen in Edelstahl-Container, das Rückführen der Rohstoffe ins Lager sowie das Leergutmanagement müssen auch in der IT-Landschaft aufeinander abgestimmt sein.
Der komplette Materialfluss, die Regalbediengeräte, alle Stellplätze und Förderstrecken sowie Arbeitsplätze werden im Klinkhammer-Visualisierungssystem dargestellt und bis auf Sensor- und Antriebsebene überwacht. In den dynamischen Ansichten hat der Bediener jederzeit die Übersicht über den aktuellen Zustand und Ort der Fördergüter und kann entsprechend eingreifen. Zusätzlich ermöglicht das Diagnose- und Wartungstool dem Klinkhammer-Team über einen Remote Service Unregelmäßigkeiten zu erkennen. Sensoren liefern Daten zum Zustand von Maschinen und Anlagen und lassen sich mit Fehlermeldungen und Statistiken kombiniert analysieren.◂
Kurzinfo Hügli
Hügli wurde 1935 in der Schweiz gegründet und ist heute eines der führenden europäischen Lebensmittelunternehmen im Bereich der Entwicklung, der Produktion und des Marketings von Trockenmischprodukten im Convenience-Segment wie Suppen, Saucen, Bouillons, Fertiggerichten, Desserts, funktionalen Nahrungsmitteln sowie Feinkost-Spezialitäten. Hügli beliefert die Küchen der professionellen Außerhausverpflegung, stellt Produkte für Markenunternehmen und den Lebensmitteleinzelhandel her, ist mit geschmacksgebenden Halbfabrikaten Geschäftspartner von Lebensmittelproduzenten und vertreibt eigene Marken, vorwiegend in Bio-Qualität. Über 1500 Mitarbeiter in elf Ländern verbinden Hügli direkt mit seinen Kunden und erzielen einen Jahresumsatz von rund 380 Millionen Schweizer Franken.





