
Klinkhammer realisiert bei der fränkischen Martin Bauer Group ein 31 Meter hohes, vollautomatisches Hochregallager mit Produktionsanbindung. Das Lager wird um mehrere Meter im Boden versenkt, was zu konstanten Lagerbedingungen beitragen soll.
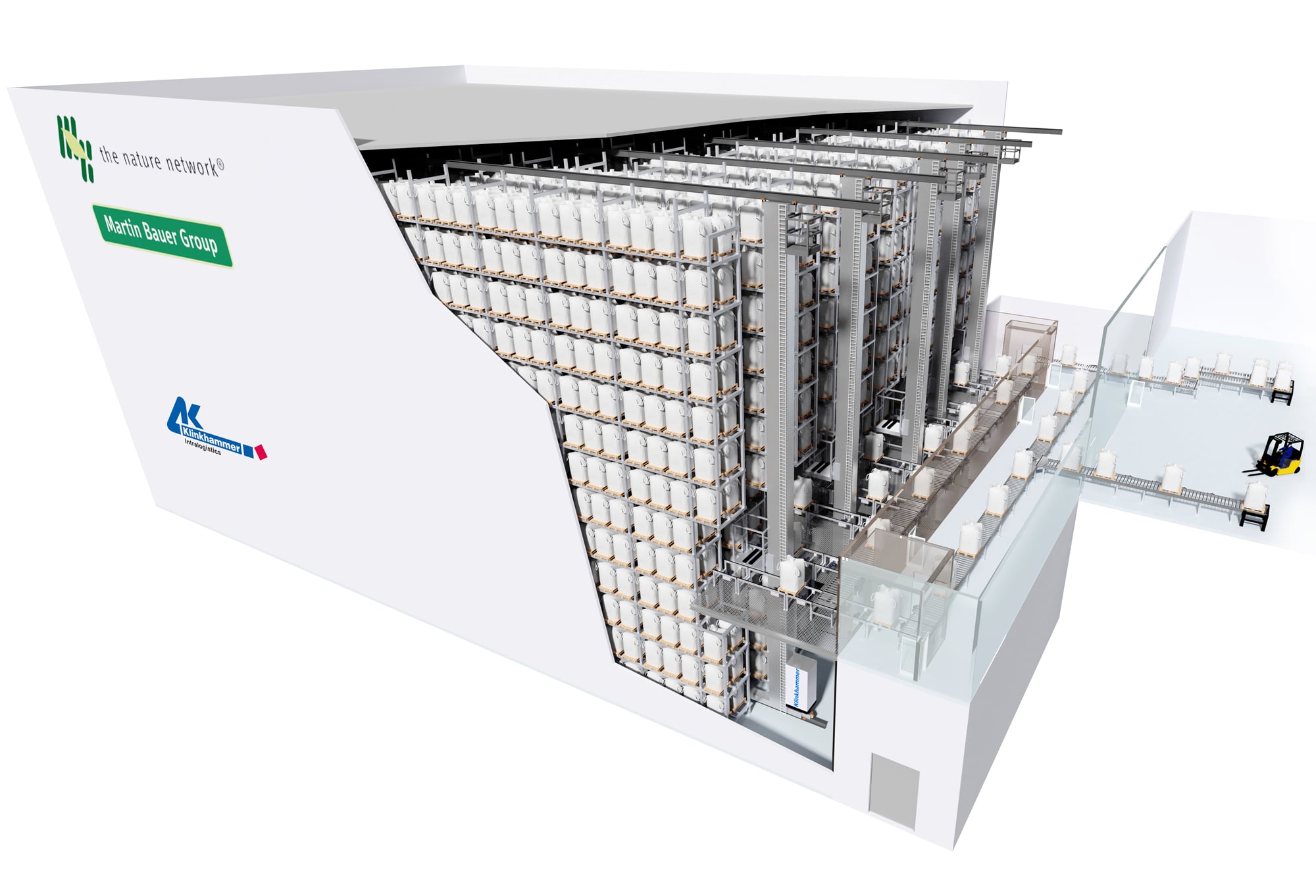
Für den Teespezialisten Martin Bauer realisiert Klinkhammer ein 31 Meter hohes, fünfgassiges, automatisches Hochregallager in Silo-Bauweise.
Die Martin Bauer Group ist der führende Experte im Bereich pflanzlicher Lösungen für die Tee-, Getränke-, Lebensmittel- und Tierernährungsindustrie. An über 20 Standorten erwirtschaften 2800 Mitarbeiter einen Jahresumsatz von 500 Millionen Euro. In Vestenbergsgreuth nahe Nürnberg befand sich neben den Bestandsgebäuden ein unbebautes Areal. Hier wird die innerbetriebliche Logistik den zukünftigen Anforderungen an die Produktionsversorgung angepasst und die Lagerkapazität deutlich ausgebaut. Ziel war durch optimierte Abläufe und eine schnelle Verfügbarkeit für deutlich mehr Effizienz zu sorgen.
Zukunftsweisendes Logistikkonzept
Klinkhammer plante in Zusammenarbeit mit der Martin Bauer Group ein zukunftsweisendes Logistikkonzept zur automatisierten Lagerung von Halbfertigwaren und zur optimalen Versorgung der baulich angrenzenden Produktion mit integrierter Mischerei. Dabei wurde die Rentabilität und Leistungsfähigkeit ebenso betrachtet wie der Investitions- und Kapazitätsbedarf über die gesamte Nutzungsdauer. Das aus fünf Regalgassen bestehende moderne Hochregallager bietet bei doppeltiefer Lagerung eine Gesamtkapazität von über 10 000 Palettenstellplätzen. Es ist in Silo-Bauweise mit einer Höhe von 31 Metern ausgeführt. Das Klinkhammer Lagerverwaltungssystem inklusive Materialflussteuerung sorgt für reibungslose Prozesse und einen optimalen Materialfluss. Die Anlagenvisualisierung Klinkvision schafft Übersicht und ermöglicht eine schnelle Alarmdiagnose im Lager. Serviceleistungen, für die früher ein Einsatz vor Ort nötig war, können heute per Fernwartung mit Hilfe von Klinkvision durchgeführt werden. »Die Gesamtkonzeption einer Anlage muss individuell auf die Bedürfnisse des Kunden abgestimmt und zudem wirtschaftlich geplant sein. Dabei ist es wichtig die Hard- und Software optimal auf die Prozesse des Kunden auszurichten.«, unterstreicht Frank Klinkhammer, Geschäftsführer der gleichnamigen Gruppe mit Sitz in Nürnberg.
Besondere Sorgfalt bei der Lagerung
Beim Brandschutz im Hochregallager entschied man sich für die Inertisierung, um neben dem Brandereignis auch Verrauchung ausschließen zu können. Durch gezielte Zugabe von Stickstoff wird der Sauerstoffgehalt innerhalb der gasdichten Gebäudehülle so abgesenkt, dass bereits die Brandentstehung ausgeschlossen werden kann. Für eine optimale Lagerung der hochwertigen Tees und pflanzlichen Produkte sorgt ein baulicher Kniff: Das Lager befindet sich in Hanglage und wird um mehrere Meter im Boden versenkt. So trägt die konstante Erdtemperatur positiv zu konstanten Lagerbedingungen bei. Zur Prozess- und Qualitätssicherung sind im Regalbediengerät des Hochregallagers Kameras eingebaut.
Optimale Versorgung der Produktion

Produktion von pflanzlichen Extrakten für Getränke und Lebensmittel bei Martin Bauer.
Auch eine intralogistische Anbindung zum Produktionsgebäude ist vorgesehen. Paletten mit Halbfertigwaren werden über moderne Palettenfördertechnik und eine Auslagerschleuse zum Kommissionierbereich transportiert und dort mittels Pufferbahnen zur Entnahme bereitgestellt. Bei der Übergabe an die Einlager-Fördertechnik durchlaufen die Paletten eine Gewichts-, Konturen- und Fußfreiraumkontrolle. Ordnungsgemäße Paletten gelangen durch eine Eingangs-Schleuse in die Regalgassen des inertisierten Hochregallagers und werden an den Übergabeplätzen des Regalbediengerätes zur Einlagerung bereitgestellt.
Schnelle Verfügbarkeit der Waren
Die Gründe, die schließlich für den Neubau des Hochregallagers gesprochen haben, waren, neben der Automatisierung und der schnellen Verfügbarkeit der Ware, die Möglichkeit, viel Volumen platzsparend und schonend auf kleiner Grundfläche zu lagern. Mitte 2020 soll das hochmoderne Lager fertiggestellt und inbetriebgenommen werden. Die Möglichkeit, bei weiterem Wachstum das Hochregallager auszubauen, ist heute schon als Option vorgesehen. Alle Maßnahmen, von der schonenden Lagerung über den sorgsamen Transport bis hin zur schnellen Anbindung, sorgen in Zukunft bei der Martin Bauer Group, einem der führenden Anbieter von Kräuter- und Früchtetees, für noch mehr Effizienz. »Eines der primären Ziele unserer mit Klinkhammer geplanten Anlage ist es, innerbetriebliche Transporte zu anderen Lagerstandorten zu reduzieren, die Verfügbarkeit zu erhöhen und letztlich auch die Umwelt zu schonen«, erklärt Christian Nowak, Projektleiter bei Martin Bauer. »Unsere pflanzlichen Produkte basieren auf nachhaltig beschafften, hochwertigen Rohstoffen, die mit zertifizierten Prozessen schonend verarbeitet werden. Das muss sich auch in der Intralogistik widerspiegeln.«
Klinkhammer bietet alles aus einer Hand, von der Beratung, Planung und Umsetzung von individuellen, intralogistischen Lösungen bis zur Schulung, Wartung, Ersatzteilversorgung und Hotline. Nach der Gesamtintegration der Hard- und Software erfolgen der Probebetrieb mit Echtdaten und die Abnahme mit Anlagenbegleitung. So soll sichergestellt werden, dass sich Neuanlagen reibungslos in Produktionsprozesse einfügen.◂





